 Resurfaçage de culasse - Obtenir la finition de surface correcte
Resurfaçage de culasse - Obtenir la finition de surface correcte Il existe donc de nombreuses autres raisons de resurfaçage de la culasse, outre une fuite du joint de culasse :
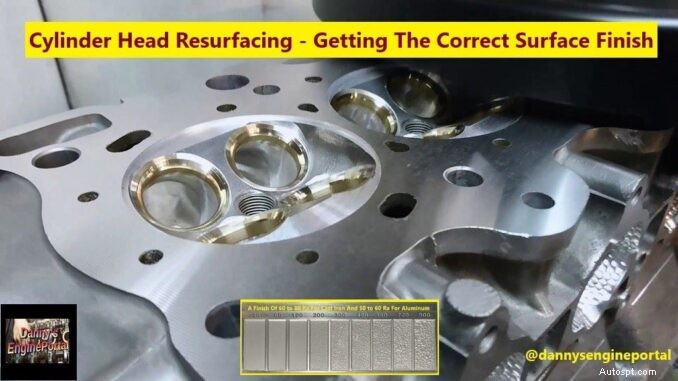
Pour assurer une étanchéité correcte, un joint de culasse nécessite une finition de surface comprise dans une plage suggérée.
Les spécifications varient en fonction du type de joint de culasse. Et si la surface est trop rugueuse ou, dans certains cas, trop lisse, le joint risque de ne pas assurer une bonne étanchéité. Alors, recherchez les spécifications suggérées, pour un moteur particulier et/ou un type particulier de joint de culasse.
Les embouts d'outils (CBN) ou (PCD) peuvent donner les meilleurs nombres Ra, mais :
Aujourd’hui, vous avez besoin de finitions plus lisses requises par la plupart des culasses et joints en aluminium d’aujourd’hui. Par conséquent, vous devez utiliser la bonne combinaison d'avance de table et (RPM) lors du resurfaçage de la culasse. Cela nécessite une table à vitesse variable et/ou une tête de fraisage à plusieurs vitesses ou à vitesse variable.
Augmenter le (RPM) de la tête de coupe et/ou ralentir la vitesse d'avance permet d'obtenir une finition plus lisse. Nous suggérons une vitesse d'avance de deux pouces par minute, à 1 000 (RPM), sur une fraiseuse.
Et, avec une fraise à deux lames (plus difficile à indexer, mais meilleure), pour obtenir un état de surface de 12 RA. Un outillage en carbure ou (PCD) est généralement suggéré pour le fraisage de l'aluminium. Tandis que le carbure ou (CBN) est suggéré pour le fraisage de la fonte.
Ainsi, des surfaces très lisses sont requises pour les joints de culasse (MLS). Et plus lisse est généralement meilleur (jusqu’à un certain point) pour la plupart des joints. Parce que cela améliore le scellage à froid, mais il y a une limite. La plupart des fabricants de joints affirment que la surface ne doit pas être plus lisse que 30 RA pour les joints de culasse sans amiante ou en graphite.
Cela est dû au support latéral des joints depuis la tête et le bloc. Et c’est un autre fait très important lors du resurfaçage de la culasse. Lorsque la tête est boulonnée au bloc, le métal des deux côtés mord dans le joint. Et c'est ce qui aide à le maintenir en place.
Mais vous ne voulez pas trop de mordant lorsque la tête est en aluminium et le bloc en fonte. En raison des forces de cisaillement latérales résultant de l’expansion et de la contraction de la tête en aluminium. Pourtant, un support est nécessaire pour empêcher les gaz de combustion dans les cylindres de déformer le joint. En conséquence, faire sauter le joint de culasse.
Propre, plat et lisse. Ces trois mots décrivent la surface dans tout travail d'usinage, et pas seulement la tête et le bloc. Mais à quel point les surfaces doivent-elles vraiment être propres, plates et lisses ? Cela dépend de l'application.
Une chose à surveiller ici est l’utilisation de solvants de nettoyage ou de produits chimiques pour enlever les joints. Principalement parce qu’ils laissent des résidus à la surface. Le résidu peut interagir avec le revêtement ou les matériaux contenus dans un joint de culasse. En conséquence, cela entraîne une défaillance prématurée du joint.
Certains ateliers et reconstructeurs utilisent un tampon abrasif dans une perceuse pneumatique ou un tampon pour polir les résidus de matériau de joint. C’est un moyen simple et rapide de retirer les vieux joints. C’est également risqué, car il y a un risque d’enlever trop de métal. Et, laissant une dépression qui sera difficile à sceller. Provoquant des fuites et une éventuelle surchauffe du moteur.
Quant au ponçage à bande, il peut être un véritable gain de temps. Parce que les têtes et autres pièces n’ont pas besoin d’être montées dans un luminaire. Mais, resurfaçage de culasse, avec une courroie tombée. Parce que ce n'est pas aussi précis que le fraisage ou le meulage et dépend trop de l'opérateur individuel.
Ainsi, le ponçage à bande est préférable pour les travaux de nettoyage et le resurfaçage des pièces difficiles à fixer, comme les collecteurs et les carters de distribution.
Ainsi, lors d’un resurfaçage de culasse, celui-ci doit être parfait. Parce que vous ne pouvez pas vous attendre à obtenir des finitions de surface de haute qualité si vous avez ignoré votre équipement. Et le fraisage à sec ne nécessite aucun liquide de refroidissement, il n'y a donc pas de liquide de refroidissement à entretenir.
